5052 Aluminum Sheet Bend Radius

Flex Core Aluminum Aerospace Grade Honeycomb Core Is Available In Corrosion Resistant 5052 And 5056 Alloy It Has Unique Cell Con Aluminum Honeycomb Cell Wall

Radius Bender Dies By Chocflip201 Homemade Radius Bender Dies Fabricated From Steel And Intended Fo Welded Metal Projects Sheet Metal Tools Welding Projects
Press Brake Bending Applying The 20 Percent Rule To 6061 Aluminum

Which Aluminum Alloy Bends Best Clinton Aluminum
Minimum Bend Radii Cumberland Diversified Metals
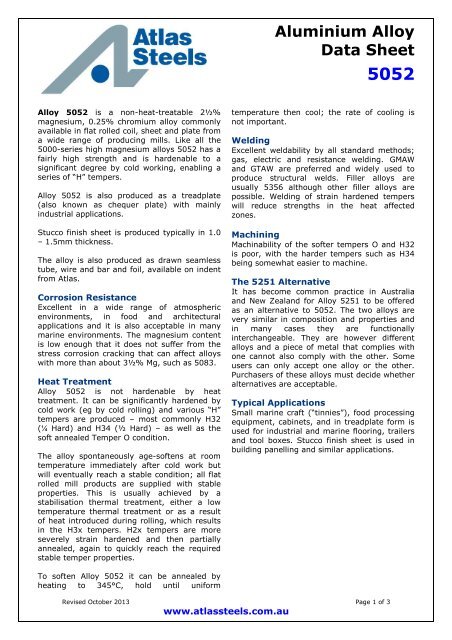
Aluminium Alloy Data Sheet 5052 Atlas Steels

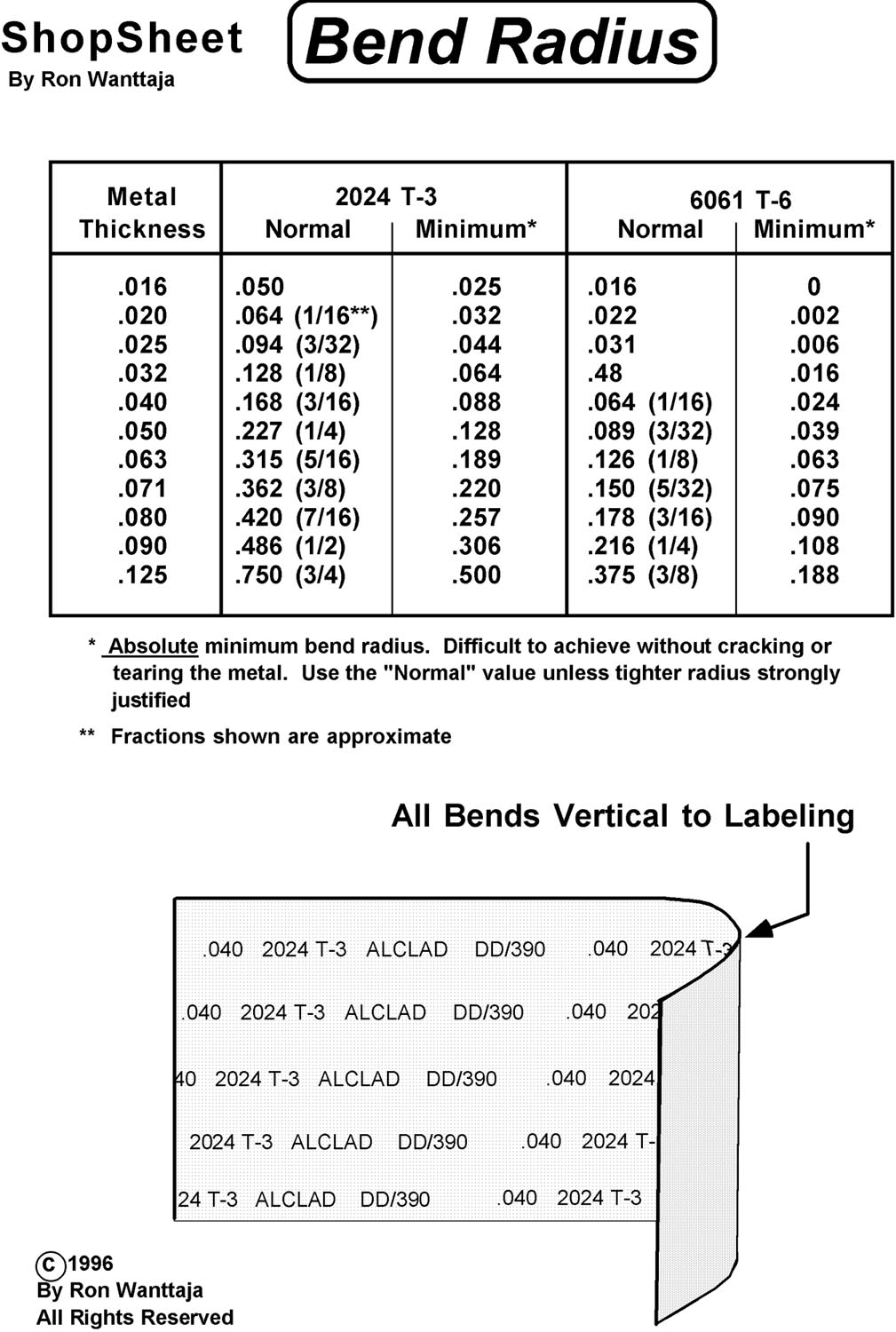
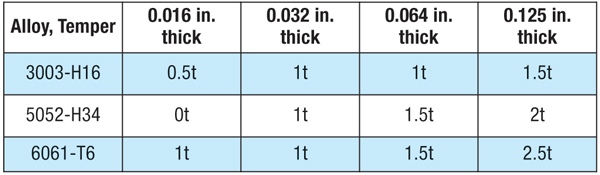
Min 90 degree cold bend radius for 064 thick.
5052 aluminum sheet bend radius. 2024 t3 1020 1025 4130 ann. Radii for various thicknesses expressed in terms of thickness t. 5052 h32 conforms to astm bb209 qq a 250 8 ams 4015 ams 4016 ams 4017. We recommend 5052 h32 for aluminum chassis projects.
3003 0 1100 0 6061 s0 5052 s0. Recommended minimum bend radii for steel and aluminum. Another factor to consider is that during the process of bending the metal hardens and strengthens by reason of the working effect. The minimum bend radius data shown in these charts is measured to the inside of the bend.
In general parts should be designed with a minimum 1t bend radius radius matching the sheet thickness for the simplest setup and to ensure we can form the intended geometry. The bend radius you select may not be available if the geometry of the part will not allow us to bend with the specific tooling required to achieve that radius. Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal. 1t the above values are average and may be considered as representative of 5052 h32.
Sheet metal bend radii if these guidelines are not followed more research and or some form of analysis may be requried. Per the aluminum association inc. Apart from alloy selection thickness and bend radius are also critical factors that must be considered. Specifing a bend radius from here will help prevent hair line cracks.
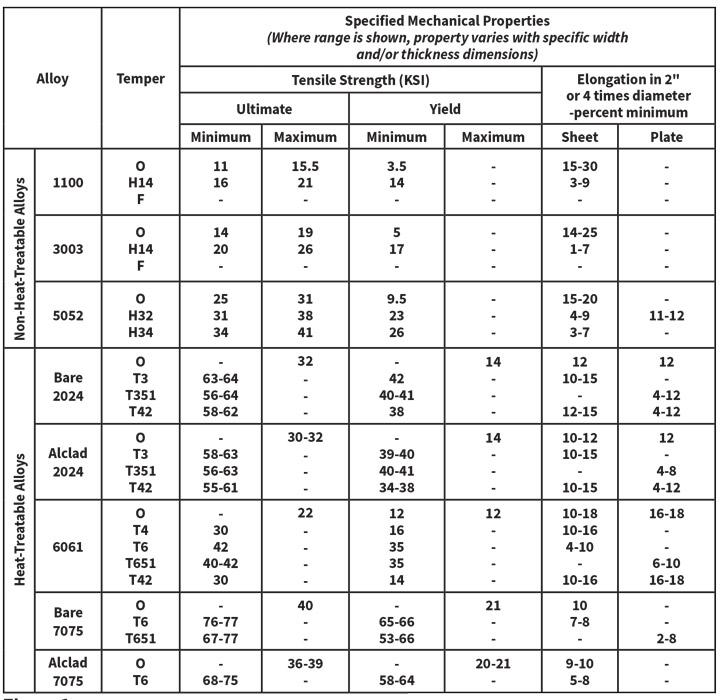
Factor 2 thickness and bend radius. If your bend radius needs to be adjusted a member of engineering design services team will contact you before your design is manufactured. Aluminum minimum bend radii for 90 degree cold forming of sheet and plate. O0 0 01 2t 1t 1t 11 2t 2 h320 0 1t 11 2t 11 2 2t 22t.
5052 h32 1 1 1 2 3 4 8 12 6061 t6 2 3 3 4 6 8 18 32 aluminum minimum bend radius in 1 32nds of an inch. 5052 h34 6061 t4 2024 0.
Aluminum Sheet How To Bend Aluminum Sheet
I Need Advice About Types Bending Rolling Of Aluminum Sheet Metal Page 2 The Town Tavern Surftalk

Covell Round Over Die Complete Set For Pexto 622 Sheet Metal Fabrication Metal Shop Metal Working Tools
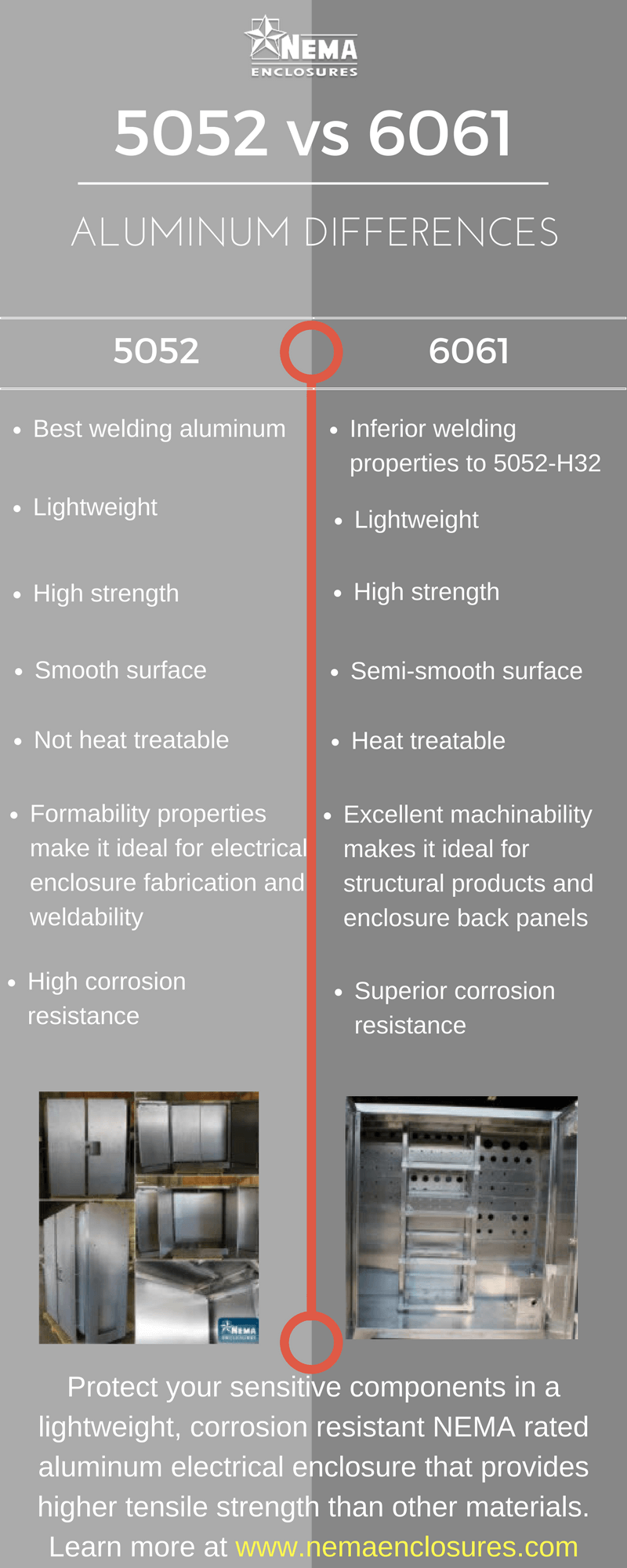
5052 Vs 6061 Aluminum Properties Yield Strength Differences Of 5052 H32 Vs 6061 T6 Nema Enclosures
Diy Crucible Furnace Diy Foundry Crucible Furnace Metal Fabrication Homemade Tools Metal Working

Resultat De Recherche D Images Pour Roladora De Tubos Casera Metal Bending Tools Steel Storage Rack Folding Machine

Flex Core Aluminum Aerospace Grade Honeycomb Core Is Available In Corrosion Resistant 5052 And 5056 Alloy It Has Unique Cell Con Aluminum Honeycomb Cell Wall

Asap Metal Fabricators Tools And Information

Use These Ideas To Assure An Excellent Experience Drawingtips Art Reference Drawing Clothes Drawing Tips

Pin On Klr

Nissin Youtube Diy Cnc Metal Fabrication Metal Working
Material Information Hialeah Florida

Sheet Metal Fabrication Design Guide Rapiddirect Manufacturing

Engine Protector Guard Bash Skid Plate For Bmw F750gs F850gs 2018 2019 Black Bmw Motorcycle Parts And Accessories Bmw Engines

West Coast Salmon Metal Wall Art Metal Art Metal Tree Wall Art Metal Wall Art

A Review On Forming Techniques For Manufacturing Lightweight Complex Shaped Aluminium Panel Components Sciencedirect

Pin On Klr

Pdf Finite Element Simulation Of Deep Drawing Of Aluminium Alloy Sheets
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcru4qgcdz15gnndq Knc4kb6z13 Zts5gj3la Lxx39u8iawz6j Usqp Cau

Sheet Metal Interrogation Paperless Parts Knowledge Base

Sheet Metal Forming Process Chapter 7 Ppt Download

Inside Bend Radii For Various Grades Of Sheet Aluminum Machines Machining Engineering Eng Tips
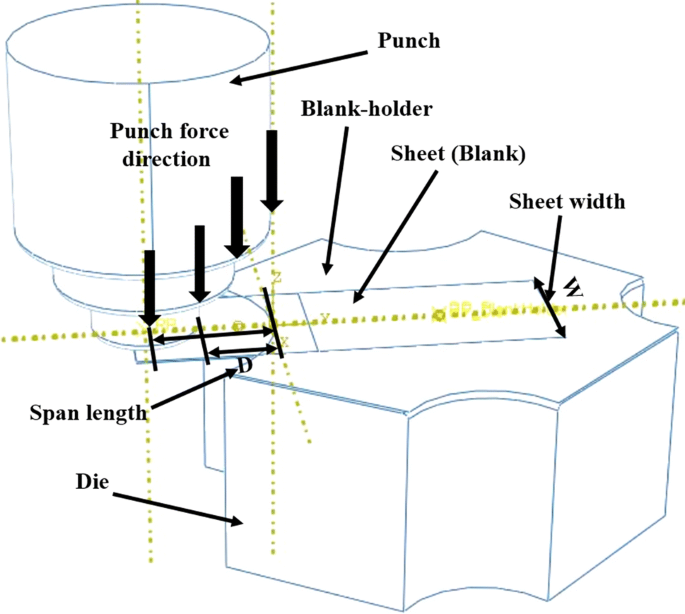
Effect Of Punch Profile On Deformation Behaviour Of Aa5052 Sheet In Stretch Flanging Process Springerlink

China 5052 O Aluminum Sheet Manufacturers Suppliers Exporter Factory Yonghong

K Factor Sheetmetal Me
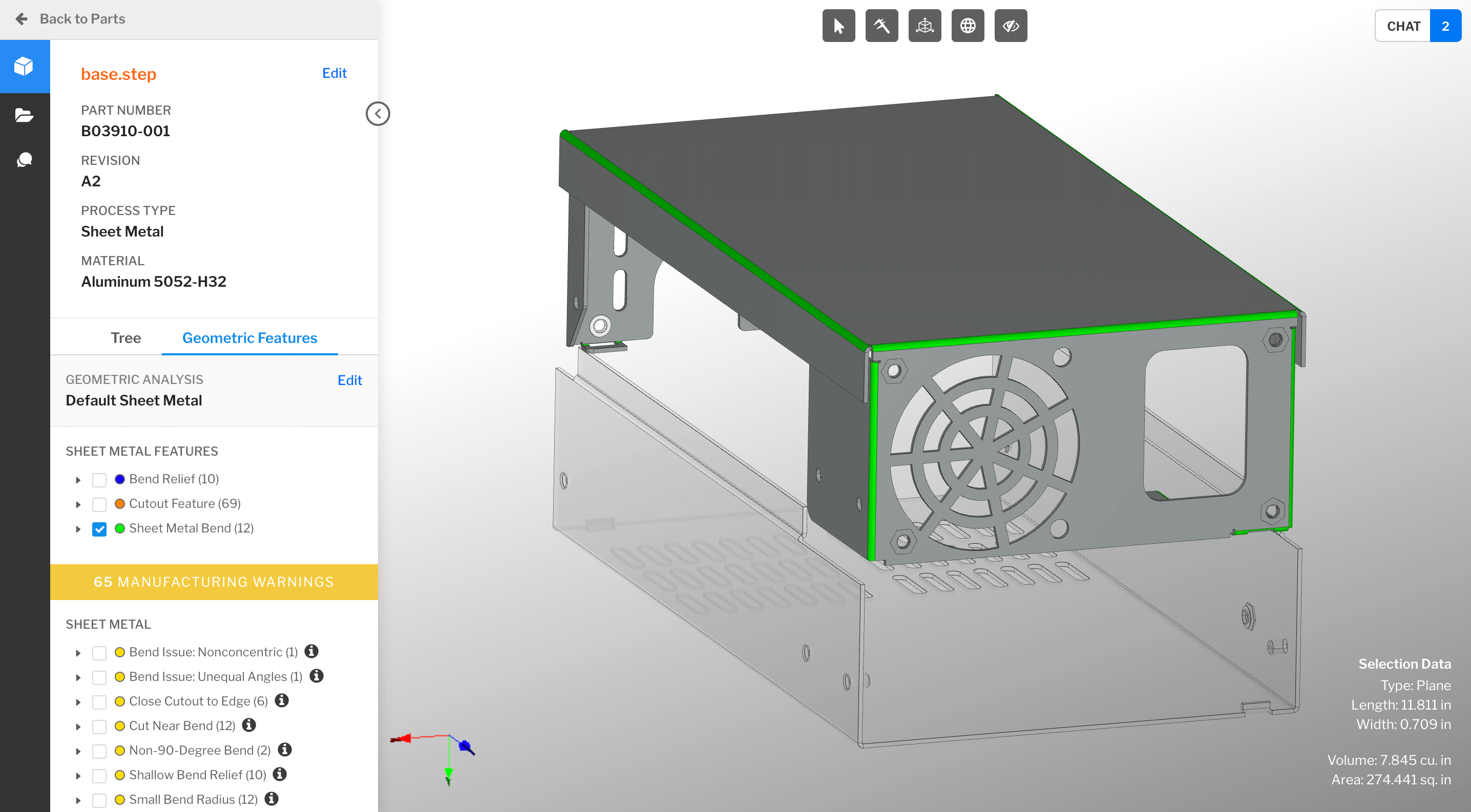
Paperless Parts Launches Smart Sheet Metal Fabrication Ordering Quoting And Collaboration Solution Paperless Parts
Sheet Metal Fabrication Design Guidelines

Utv Headquarters Kawasaki Teryx 4 Full Cab Enclosure Kawasaki Cab Kawasaki Mule
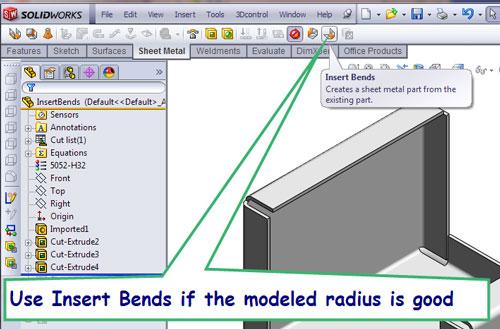
3 D Cad Handling Imported Data During Sheet Metal Design

Choosing The Correct Punch Tip Radius For Air Bending Mate

Build Your Own Diamond Plate Tool Box
Https Link Springer Com Content Pdf 10 1007 2fs00170 016 9819 2 Pdf
Https Aip Scitation Org Doi Pdf 10 1063 1 5117955

How To Bend Sheet Metal

Pdf Failure Strains Of Anisotropic Thin Sheet Metals Experimental Evaluation And Theoretical Prediction
Http Web Mit Edu 2 810 Www Files Homeworks 2015 Homeworks Sol Hw4 Sheet Forming Solutions 2015 Pdf

What Is The Difference Between Sheet Plate And Foil

How To Minimize Costs For Custom Sheet Metal Enclosures Parts Panels Protocase Blog

Embossed Sheet Metal Textured Sheets

Investigation On The Dynamic Response Of Circular Sandwich Panels With The Bio Inspired Gradient Core Sciencedirect
How To Choose The Right Metal For Your Custom Enclosure Or Part Protocase Blog
Processing Aluminum Stampings Metalforming Magazine Article