2024 Sheet Metal Bend Radius

Layout And Forming Part Two

Layout And Forming Part One
Making Straight Line Bends Aircraft Metal Structure Repair Aircraft Systems

Bend Allowance Sheetmetal Me

Which Aluminum Alloy Bends Best Clinton Aluminum
Bend Allowance And Springback In Air Bending

Due to this elastic recovery it is necessary to over bend the sheet a precise amount to acheive the desired bend radius and bend angle.
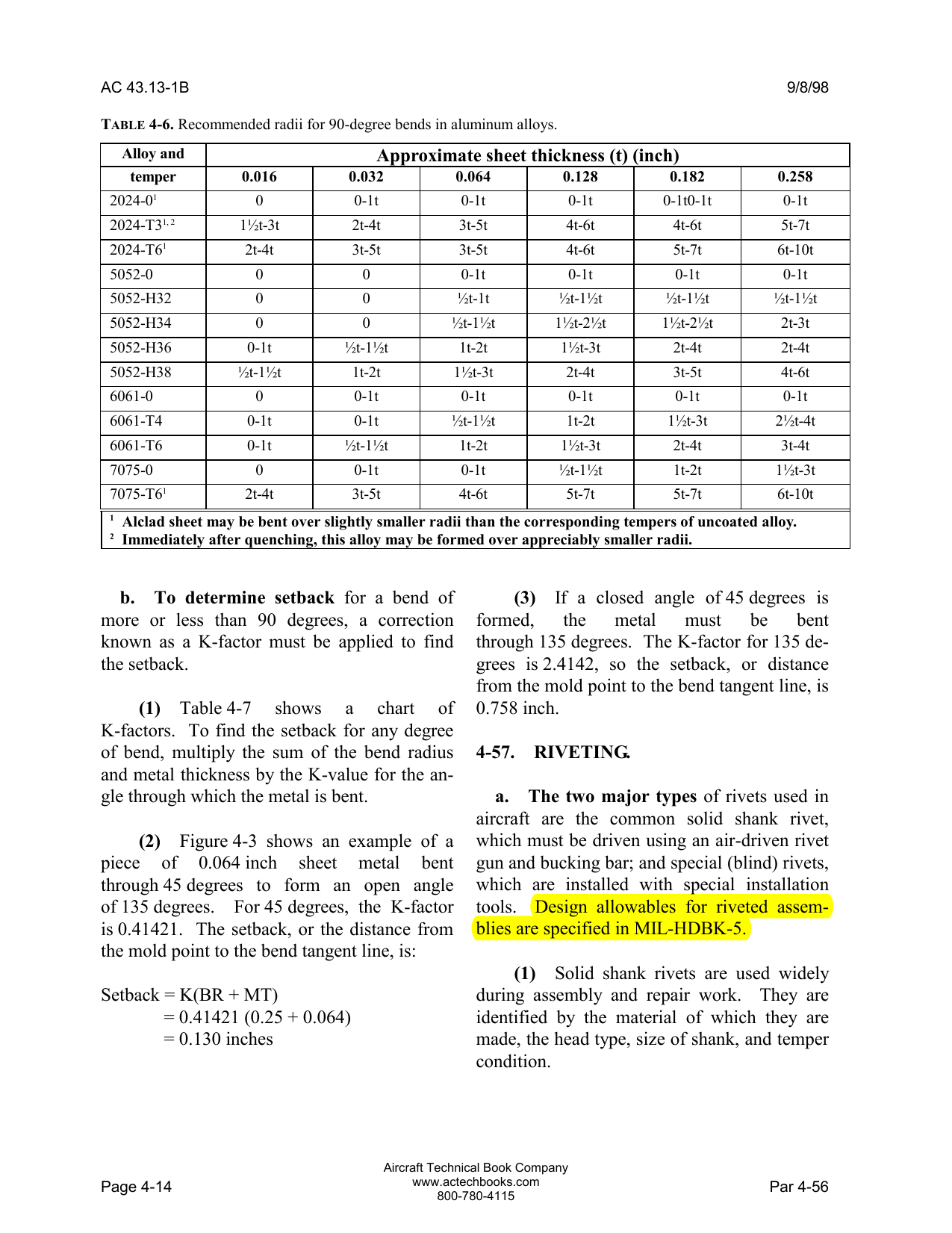
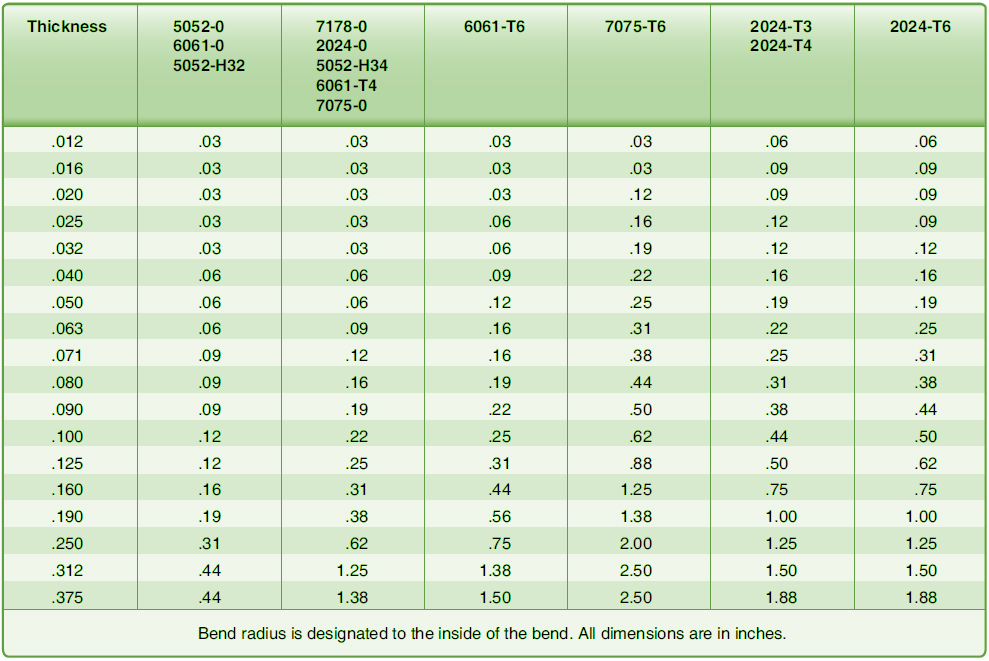
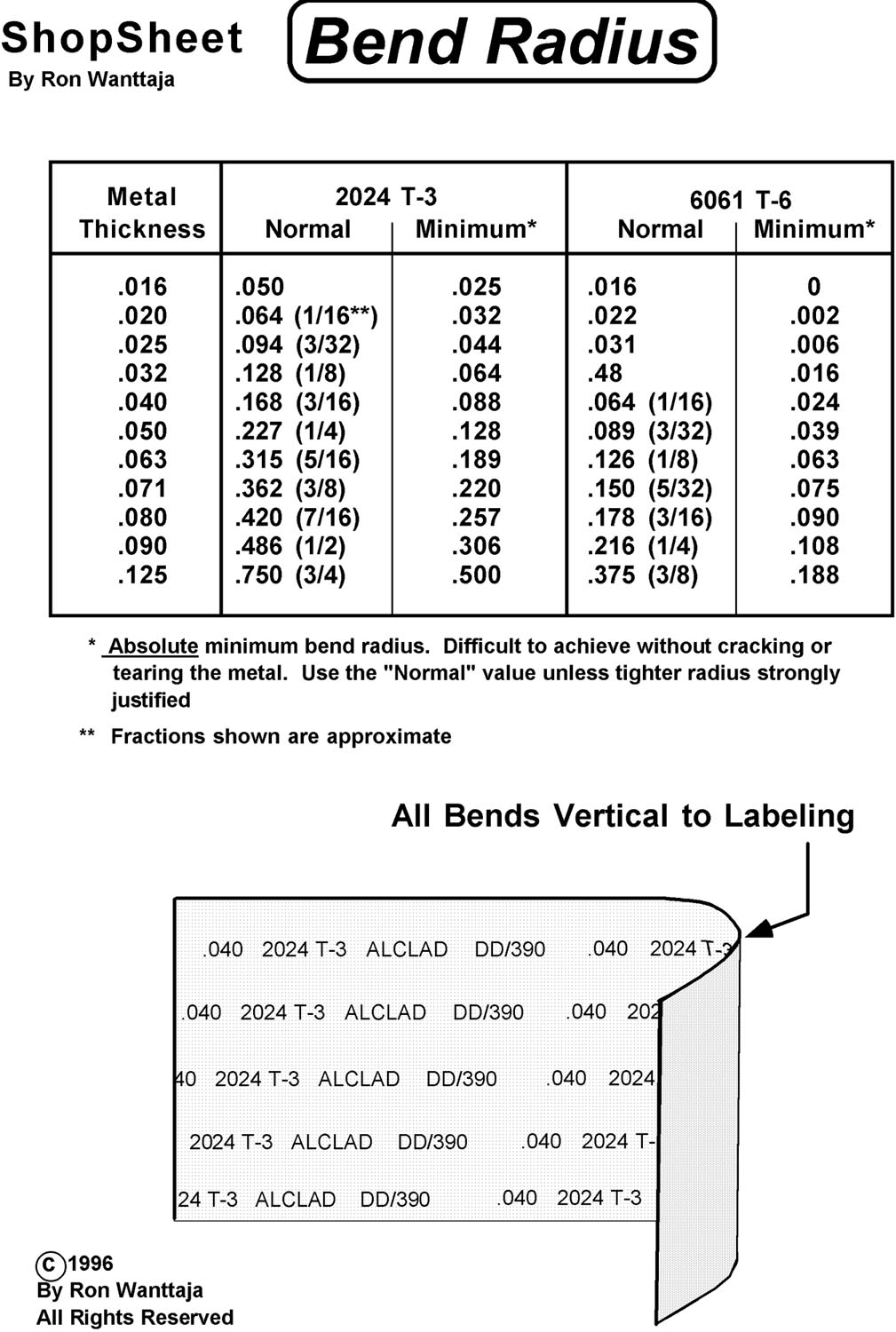
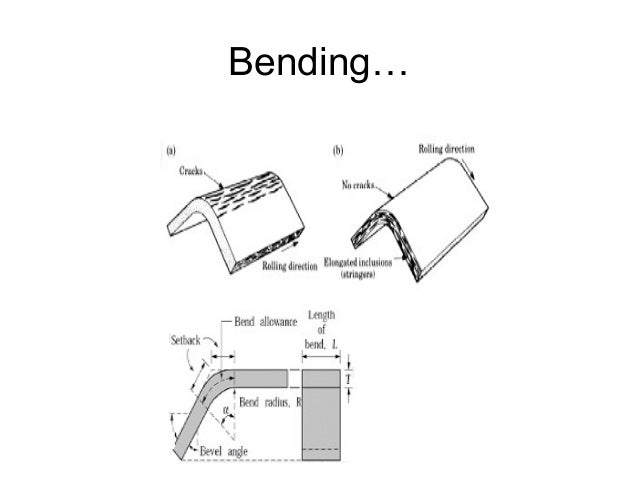
2024 sheet metal bend radius. Specifing a bend radius from here will help prevent hair line cracks. Use this document to choose values that are both manufacturable and meet your needs. For this layout example use the minimum radius chart in figure 2 to choose the correct bend radius for the alloy temper and the metal thickness. The minimum bend radius data shown in these charts is measured to the inside of the bend.
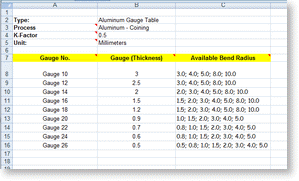
Table 1 preferred recommended 90 degree bend radii for various sheet metals. We go beyond the general rules of sheet metal bending as our customers want tight bend radii for sheet metal parts. The material thickness will be measured in decimal form not by the gauge number. After a bending operation residual stresses will cause the sheet metal to spring back slightly.
The brake radius bars of a sheet metal brake can be replaced with another brake radius bar with a different diameter. The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by protocase. The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications. It is possible to choose other bends if you require but additional lead time and tooling charges may apply.
For 0 040 2024 t3 the minimum allowable radius is 0 16 inch or 5 32 inch. Radii for various thicknesses expressed in terms of thickness t. Sheet metal bend radii if these guidelines are not followed more research and or some form of analysis may be requried. Aluminum minimum bend radii for 90 degree cold forming of sheet and plate.
The bend allowance formula takes into account the geometries of bending and the properties of your metal to determine the bend allowance. 2024 t3 1020 1025 4130 ann. 3003 0 1100 0 6061 s0 5052 s0. It is most economical to use a single bend radius throughout the design but if necessary you can utilize multiple radii.
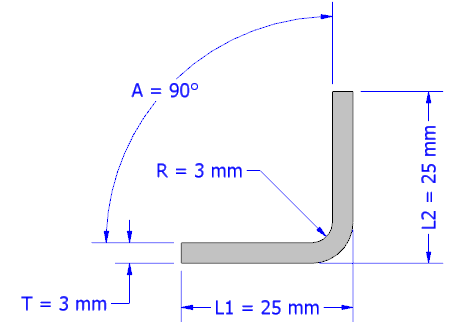
You will need to know your material thickness mt the bend angle b the inside radius ir and the k factor k. Since commercial sheet metal bending can be done with less concern for stresses caused during forming operation the radius can be near zero for thin sheet metal.
Aluminum Sheet Aluminum Sheet Bend Radius

Sheet Metal Understanding K Factor

Sheet Metal Bend Design Equations And Calculation Engineers Edge With Images Sheet Metal Metal Bending Sheet Metal Work

K Factor Sheetmetal Me

Springback Calculator Beta Can Predicts The Amount Of Springback

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication

Bending Basics How The Inside Bend Radius Forms Metal Working Metal Working Tools Welding And Fabrication

Homemade 48 Press Brake Homemadetools Net Press Brake Hydraulic Press Brake Metal Working Tools
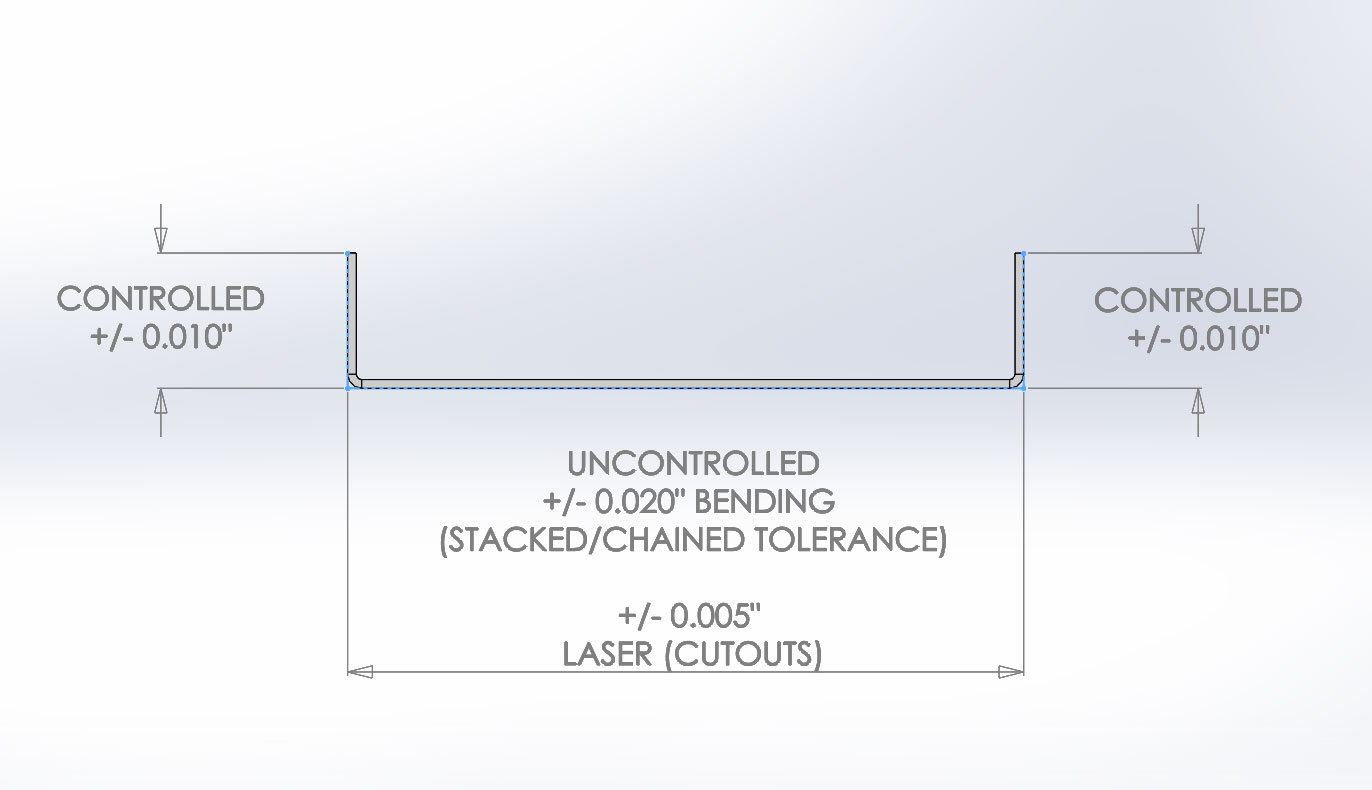
Sheet Metal Bending Tolerances

Pin On Herramientas

Tennsmith Box And Pan Hand Brake F6 72 12 In 2020 Hand Brake Brake Flexibility
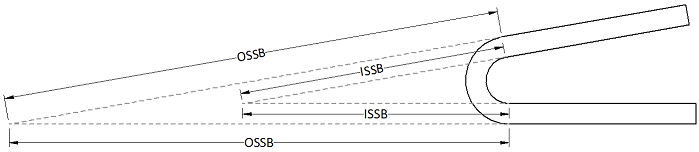
Outside Setback Sheetmetal Me

2000px Regular Polygon 5 Annotated Svg Png 2000 2024 Pravilnyj Mnogougolnik Pyatiugolnik Derevyannye Zvezdy

Sheet Metal Bending Process Machine Sales Sheet Metal Work Sheet Metal Metal Bending

Sheet Metal Bending Bending Definitions Metal Bending Sheet Metal Sheet Metal Fabrication
96 16 Gauge Straight Brake By Mittler Bros Sheet Metal Tools Metal Working Tools Bros
About Y Factor And K Factor

Deep Drawing Sheet Metal Deep Drawing Metal Shaping
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau

Butterfly Valve Market Report 2019 2024 Industry Analysis Report Growth Rate Size Share Trends Key Players Forecast Butterfly Valve Valve Oil And Gas
Aluminum Sheet How To Bend Aluminum Sheet
Dr R Narayanasamy Bending Of Sheet Metals

Sheet Metal Design Guide Calculate Bending Allowance Accurately Sheet Metal Sheet Metal Work Metal Bending

Pin De Nagesh Srinivas Em Metal Machine Ideias Para Oficinas Ferramentas Caseiras Ferramenta De Couro

4 Using The Swagelok Bench Top Tube Bender Youtube Metal Bending Bender Tube

After Over 30 Years In Business Pro Tools Remains The 1 Choice Of Metal Fabricators For High Quality Tools At An Affordable Welding Diy Welding Welding Tips

Calculate K Factor Bend Allowance And Y Factor For Sheet Metal Bending Gasparini Industries

Tips For Bending Sheet Metal Make It From Metal
Https Www Mdpi Com 2075 4701 7 7 235 Pdf
Catia Sheetmetal Design Generative Sheet Metal Design Rules

Flanging 360 Tool Aircraft Spruce Tools Fabrication Tools Metal Working Tools
Ppt Me 350 Lecture 18 Chapter 20 Powerpoint Presentation Free Download Id 624675

Making A Radius Bending Fixture For Sheetmetal Youtube Metal Bending Tools Metal Bending Metal Shaping

Brake Press Tooling Press Brake Press Brake Tooling Sheet Metal Bender

Display Sheet Metal Bend Notes 1 By Inserting The Flat Pattern Configuration Into The Drawing As A Regular View Flats Patterns Pattern Property Management

Tennsmith Box And Pan Hand Brake F6 72 12 In 2020 Hand Brake Brake Flexibility
Aluminum Bend Allowance Chart Pdf Quantumgood

Think Of The Freund Tools Disk Rollers As A Hemming Tools Once You Ve Pre Bent Your Sheet Metal To 90 With A Si Metal Bending Tools Metal Bending Sheet Metal

91630000 Radius Mini Bender Sheet Metal Fabrication Sheet Metal Bender Metal Bending Tools

Automated Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries In Sheet Metal Fabrication Metal Furniture Design Sheet Metal Work

Using A Sheet Metal Brake To Fold Metal Aircraft Structure Repair Aircraft Systems

Wire Bending The Easy Way Toolmonger Metal Working Tools Metal